

Last Tuesday, a seasoned railway modeller in York spent 18 hours printing a delicate 4mm scale locomotive body, only to watch the roofline curl by a frustrating 5mm as it dried. It's a soul-crushing sight that 85% of 3D printing hobbyists will face at least once, leading many to search desperately for how to fix warped 3d printed models without ruining the finish. You probably feel the familiar dread of snapped resin or melted plastic, especially when a single replacement print can cost upwards of £25 in wasted materials and electricity.
We understand that frustration, and we agree that no one should have to bin a high-detail kit because of a slight temperature shift. This guide teaches you exactly how to rescue your prints using proven workshop techniques that restore structural integrity without softening those crisp fine details. We'll walk you through safe hot-water immersion, the "glass-plate" clamping method, and the vital differences between rescuing PLA and UV resin prints to ensure your rolling stock stays perfectly straight on the tracks.
Key Takeaways
- Understand the science of "thermal memory" and why thin-walled OO9 locomotive bodies are particularly prone to distortion.
- Master a safe, step-by-step hot water technique to learn how to fix warped 3d printed models without the risks associated with heat guns.
- Discover the critical differences between reshaping resin and filament to avoid snapping brittle parts during the recovery process.
- Learn how to use flat glass plates, custom jigs, and localised heat to achieve precision alignment for complex rolling stock.
- Implement long-term storage solutions and internal bracing strategies to keep your 3D printed kits perfectly square before assembly.
Understanding Why 3D Printed Models Warp After Printing
Most hobbyists face the frustrating sight of a curved chassis or a banana-shaped locomotive body long after the printer has finished its job. While bed adhesion is a common culprit during the initial build, the real challenge often lies in post-print deformation. Learning how to fix warped 3d printed models requires a solid grasp of why these plastics move in the first place. Warping isn't always a sign of a bad file; it's often a result of chemical and thermal physics acting on the material.
Distinguishing between a print failure and a post-cure warp is vital for any modeller. A print failure usually happens on the build plate, often caused by poor levelling or incorrect exposure times. In contrast, a post-cure warp appears 24 to 72 hours after the print is complete. You might pull a perfectly straight wagon floor off the machine, only to find it looks like a Pringle by Tuesday. This delayed reaction occurs because the internal stresses haven't reached equilibrium yet.
The Science of Polymer Stress
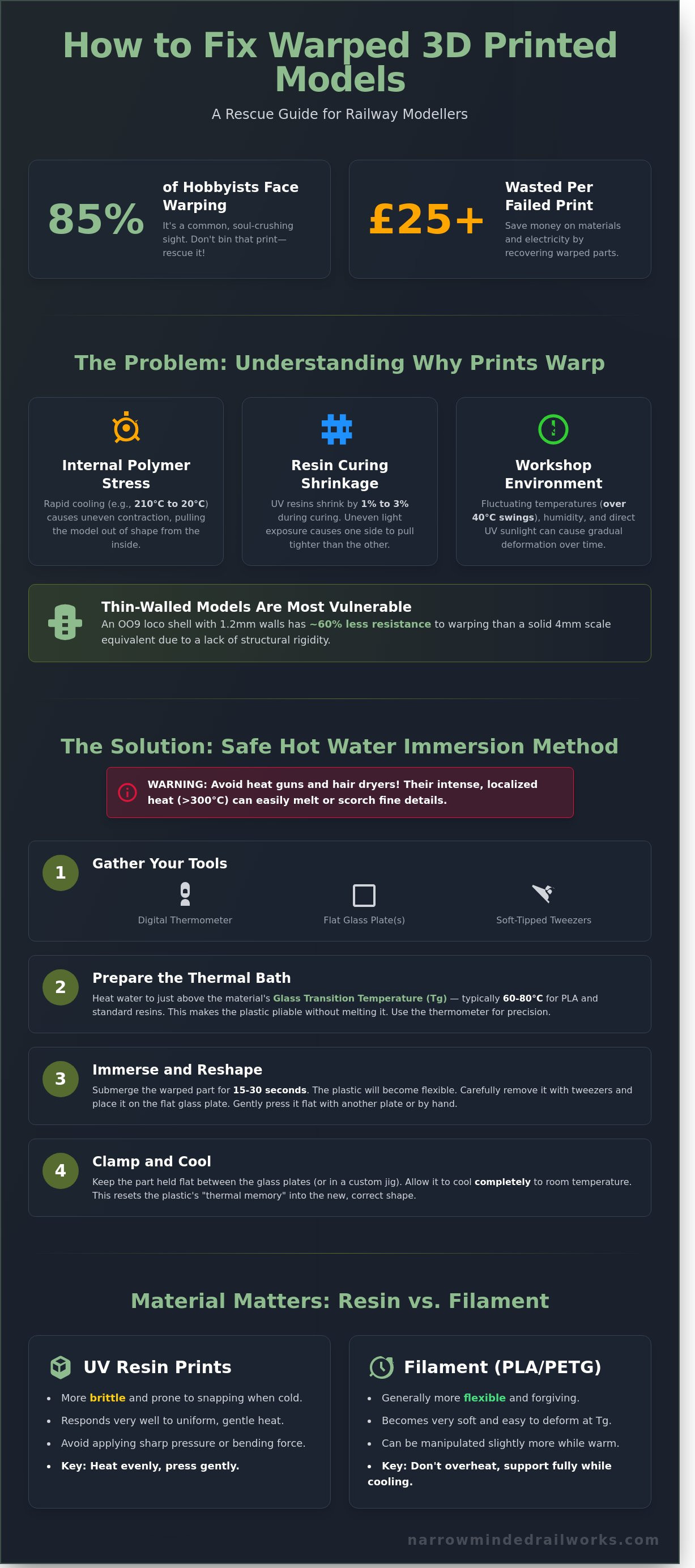
When you use 3D printing filament like PLA or PETG, the plastic is extruded at temperatures reaching 210°C before cooling rapidly to a room temperature of perhaps 20°C. This 190-degree drop causes the outer layers to contract while the inner core remains warm. Resin prints face similar struggles; UV light triggers a cross-linking process that causes the resin to shrink by 1% to 3% during curing. If one side of a model is exposed to more light or cools faster, it pulls the rest of the structure toward that centre of mass. Thermal memory is the tendency of a plastic to return to its original cured shape.
Thin-walled models are particularly vulnerable to these forces. For those modelling in OO9 scale, locomotive bodies often feature wall thicknesses of just 1.2mm to 1.5mm to allow for interior motor space. These narrow sections lack the structural rigidity to resist internal pull. A thin OO9 loco shell has roughly 60% less resistance to warping than a solid 4mm scale equivalent, making it a prime candidate for deformation during the final curing stage.
Environmental Factors in the Railway Room
The environment where you store your models plays a massive role in their long-term stability. Many UK enthusiasts keep their layouts in lofts or garden sheds where temperatures fluctuate wildly. A loft can reach 45°C on a sunny July afternoon and plummet to 2°C during a January frost. These 40-degree swings encourage "creep," where the plastic slowly deforms under its own weight or internal tension. If you've spent £50 on a high-detail resin kit, leaving it in an uninsulated shed is a recipe for disaster.
- UV Exposure: Direct sunlight from a window can over-cure one side of a resin wagon, causing it to bow outward.
- Humidity: Filament-based prints, especially nylon or cheap PLA, absorb moisture from damp railway rooms, which weakens the bonds and leads to sagging.
- Storage: Stacking heavy items on top of 3D printed kits in a drawer can permanently set a warp into the plastic over a period of just 14 days.
Identifying these triggers helps you prevent the issue before it starts. However, if you're already looking at a distorted model, don't bin it just yet. Knowing how to fix warped 3d printed models involves using controlled heat to reset that thermal memory without melting the fine detail you've worked so hard to achieve.
The Hot Water Method: A Step-by-Step Recovery Guide
While many hobbyists reach for a hair dryer or heat gun when they spot a bend in their print, these tools often cause more harm than good. A heat gun's nozzle can easily exceed 300°C, which is far beyond the melting point of most filaments. This localized intensity leads to scorched surfaces or "slumping," where fine details simply vanish. Using a controlled water bath is the most reliable way to learn how to fix warped 3d printed models because it provides uniform heat distribution across the entire part simultaneously.
Before you begin, gather the correct equipment. You'll need a digital probe thermometer, which you can find for about £10 on most UK hobby sites, a flat glass plate (standard 3mm float glass works best), and a pair of silicone-tipped "soft" tweezers. These tweezers prevent you from leaving unsightly indentations in the plastic while it's in a malleable state. You're effectively trying to reverse the internal forces described in this guide on Understanding Shrinkage and Residual Stress, which occur as the plastic cools unevenly during the initial print.
Preparing the Thermal Bath
The success of this method hinges on reaching the Glass Transition Temperature (Tg). This is the point where the polymer chains become mobile enough to move, but the model hasn't yet reached its melting point. For PLA, aim for a steady 60°C. For most photopolymer resins used in SLA printing, 70°C is usually required. Avoid using boiling water directly from the kettle. Water at 100°C will ruin fine-scale mouldings, such as 1:76 scale railway accessories, in seconds. Use a container large enough so the model doesn't touch the sides, as the plastic or metal of the bowl might hold more heat than the water itself.
The Reshaping and Cooling Phase
Submerge your model for 30 to 60 seconds. You'll feel the plastic lose its rigidity through the tweezers. Once it's pliable, move it to the "Flat-Plate Technique" station. This involves placing the model on your glass pane and applying gentle, even pressure to the warped area. For a bent chassis or a flat wall, the glass acts as a perfect reference plane. If you're working with complex shapes, you might need to hold the model in the correct position manually for a moment. If you're struggling with consistently poor prints, you might consider comparing your results against the professional-grade 3D printed kits from Narrow Minded Railworks to see how a perfectly cured model should behave.
The final step is the cold plunge. Once you've achieved the desired shape, immediately move the model into a second container of cold tap water. This rapid temperature drop "locks" the polymer chains back into their rigid state. Skipping this step often allows the residual stress to pull the model back into its warped shape as it cools slowly in the air. A 10-second dip in cold water is usually enough to set the new geometry permanently. This controlled cycle of heating and quenching is the most effective method for anyone looking at how to fix warped 3d printed models without risking the structural integrity of the piece.
Material Matters: Fixing Resin vs Filament Warping
Understanding the chemistry of your material is the first step in learning how to fix warped 3d printed models without causing permanent damage. The molecular structure of your model determines how much heat it can take before it loses its structural integrity. FDM filaments like PLA and PETG are thermoplastics. They soften when heated and harden when cooled. Resin, or SLA, is a thermoset plastic. It undergoes a chemical change during UV curing. This means resin doesn't melt in the traditional sense; it just gets slightly more pliable before it eventually chars or snaps.
If you're working with resin, you must avoid the cold snap. Attempting to straighten a resin part at room temperature often results in a clean break. You need to raise the material temperature to roughly 50°C to 60°C to make the polymer chains flexible. For filament users, the rules change based on the material's glass transition temperature. PLA is easy to manipulate at 60°C but prone to re-warping if you don't allow a slow, controlled cooling period. For more technical details on these thermal properties, you can find Simple Fixes for 3D Print Warping that cover these differences in depth.
Industrial-grade materials like ABS or PETG require a more aggressive approach. These plastics won't budge until they hit 80°C or higher. If you're working with a heavy-duty wagon kit, a standard kettle boil is often necessary to get the plastic moving. A 1kg spool of PETG costs roughly £20, so saving a large print from the bin is a significant cost-saving measure for any UK hobbyist.
Special Considerations for Resin Loco Bodies
Hollow-printed locomotive shells are prone to cupping. This occurs when the vacuum force during printing pulls the side tanks or boiler walls inward by 1mm or 2mm. To fix this, heat the shell in water for 120 seconds. Gently push the walls outward using a wooden spacer. Be careful with roof sections. Rivet details stand only 0.2mm proud of the surface and can be flattened by heavy-handed clamping. If you see white-stress marks appearing in the resin, stop immediately. These marks indicate micro-fractures in the polymer chain that lead to structural failure.
Fixing PLA and PETG Filament Wagons
FDM prints suffer from a spring-back effect. The plastic wants to return to its original warped state because of internal stresses from the cooling fans. A wagon printed with 15% gyroid infill reacts much faster to heat than a 100% solid block. The air gaps in the infill allow heat to penetrate the core of the model in under 60 seconds. Once you've straightened the chassis, hold it against a flat surface until it's completely cold. After the geometry is corrected, check our guide on finishing 3d printed kits to ensure your surfaces are smooth and ready for a primer coat.
Advanced Techniques: Jigs, Clamps, and Localised Heat
Sometimes a general soak in a warm water bath doesn't provide the surgical precision needed for delicate railway modelling. When you're learning how to fix warped 3d printed models with intricate details, localised heat is the answer. You aren't just softening the plastic; you're re-engineering its shape under controlled, mechanical pressure. This method is particularly effective for resin prints that have developed a "memory" of their warped state during the curing process.
Localised heat allows you to target a specific 10mm area without risking the structural integrity of the entire model. A standard hairdryer is a perfect tool for this task. You must maintain the 30cm distance rule to prevent the resin or filament from reaching its glass transition temperature too quickly. If you see the surface start to glisten, you've gone too far. Pull back immediately. This prevents the "bubbling" effect that ruins primer and paint finishes. For tiny, stubborn corners, a temperature-controlled soldering iron held 5mm away from the surface provides intense, focused warmth without direct contact.
Mechanical jigs are the secret to professional results. You don't need expensive equipment for this. Scrap wood, 3D printed blocks, or even heavy steel rulers can form the basis of a correction jig. The goal is to hold the model in its correct position while it cools. Remember the principle of over-correction. Most 3D printing resins have a 15% spring-back rate. If your locomotive roof has a 3mm dip, you must clamp it so it's bent 3.5mm in the opposite direction. Once released, it will settle into the perfectly flat position you desire. Mastering how to fix warped 3d printed models requires this understanding of material physics.
Use elastic bands and mini-clamps with care. Metal spring clamps are often too aggressive for thin-walled 3D prints and can leave permanent gouges in the material. Instead, use nylon-tipped clamps or wrap your elastic bands around balsa wood buffers. This spreads the load across a 20mm surface area rather than a single point. It's a common mistake to over-tighten; you only need enough pressure to hold the over-correction. If the model is held under tension for 24 hours at room temperature, the molecular bonds will stabilise in the new, correct position.
Creating Custom Alignment Jigs
Build a jig specifically for your scale to ensure consistent results. For a standard OO9 or GN15 chassis, use two parallel blocks of wood spaced exactly 9mm or 16.5mm apart. Insert 0.5mm plasticard shims between the model and the jig to apply pressure only where the warp exists. Using a jig ensures dimensional accuracy for wheelsets and axles, which prevents the "wobble" often found in salvaged prints.
Localised Heat with a Soldering Iron or Hair Dryer
Precision is everything when applying heat. Keep your hairdryer moving in a circular motion at a 30cm distance to avoid creating hotspots. If you're using a soldering iron for fine details, set it to a low 150°C and never touch the plastic directly. This controlled approach prevents the material from reaching its melting point, which can cause permanent deformation or unsightly surface bubbling on your model.
Long-Term Stability: Preventing Warping in Your Collection
Fixing a model is a vital skill, but preventing the movement before it starts is the hallmark of a seasoned modeller. While knowing how to fix warped 3d printed models using heat or jigs is essential, the ultimate goal is a 0% failure rate across your fleet. Long-term stability in resin prints relies on a combination of environmental control and structural engineering. If you've already mastered how to fix warped 3d printed models with the hot water method, your next objective should be ensuring those parts never revert to their distorted state.
Storage and Environment Control
Your workshop environment dictates the lifespan of your resin kits. Temperature fluctuations are a primary cause of resin fatigue. You should aim to keep your modelling room at a stable temperature between 18°C and 21°C. Rapid shifts, such as those found in uninsulated sheds or lofts, can cause the resin to expand and contract at different rates than the paint layer, leading to surface cracks or structural bowing.
Sunlight remains the greatest threat to a finished model. Even after a kit is painted and weathered, UV radiation can penetrate thin layers of acrylic paint. A south-facing window can expose a locomotive to enough UV light to restart the curing process in the underlying resin, which inevitably leads to warping. To prevent this, always apply a high-quality, UV-resistant clear coat. Products like Winsor & Newton Professional UV-Resistant Varnish provide a protective barrier that filters out 99% of harmful rays, keeping the resin inert.
Why Quality Kits Make the Difference
The foundation of a stable model is the resin itself. Narrow Minded Railworks uses industrial-grade resins with a linear shrinkage rate of less than 0.6%, whereas many budget resins shrink by as much as 3% over the first six months. When you browse our range of professionally designed narrow gauge kits, you're buying geometry that's been specifically engineered for the UK climate and the rigours of exhibition layouts.
Designers who specialise in OO9 locomotive kits and OO9 wagon kits understand that "hollow" isn't always better. We incorporate internal bracing into our designs, including 1.2mm thick structural ribs inside locomotive boilers and cab sides. These braces act as a skeleton, counteracting the natural surface tension that occurs as resin ages. This internal architecture prevents the "oil can" effect where flat panels pop inward or outward over time. By choosing kits designed by active modellers, you ensure the structural integrity is baked into the print from day one.
- Store unbuilt kits in opaque, airtight containers to prevent moisture absorption.
- Ensure all resin parts are primed within 48 hours of their final UV cure to seal the surface.
- Maintain layout room humidity between 40% and 50% to prevent the expansion of wooden baseboards, which can stress the models sitting on them.
- Avoid using high-wattage halogen lamps near your display cases, as the heat can reach 35°C, softening the resin.
- Check your models every 6 months for "tackiness," which indicates a need for a further 2-minute UV blast and a fresh clear coat.
Consistency is your best tool. By controlling the light, the heat, and the quality of the initial print, you can ensure your narrow gauge collection remains as straight and true as the day it left the workbench. Reliable models don't just happen by accident; they're the result of careful material choice and a controlled environment.
Restore Your Prints and Protect Your Next Project
Discovering a bend in your locomotive chassis doesn't have to mean the scrap bin. By applying the 70°C hot water method or using custom jigs, you can successfully reset the geometry of your resin and filament parts. Learning how to fix warped 3d printed models ensures your rolling stock stays on the tracks for years. Remember that prevention starts at the design stage; internal bracing is the most effective way to combat the natural stresses of curing resin.
If you're tired of fighting poor-quality prints, we've done the hard work for you. At Narrow Minded Railworks, our kits are designed by active narrow gauge modellers who understand the frustration of warping. We use high-detail resin prints featuring integrated internal bracing to ensure every part remains true. Whether you're building a new layout in the UK or elsewhere, we offer worldwide shipping for all our locomotive and wagon kits. Our designs focus on durability so you can spend more time modelling and less time repairing.
Explore our warp-resistant OO9 and GN15 locomotive kits at Narrow Minded Railworks
Get back to the workbench and bring your narrow gauge vision to life with parts that stay straight. Your railway deserves components that stand the test of time.
Frequently Asked Questions
Can I fix a warped 3D print after it has been painted?
Yes, you can fix a warped print after painting, but you must be extremely careful with your heat source. Most hobbyist acrylic paints start to soften or bubble at temperatures exceeding 60°C. Use a hair dryer on its lowest setting and apply pressure slowly to the warped area. If the paint surface cracks during the bend, you'll need to sand it with 600-grit paper and retouch the livery once it's cool.
Is it possible to fix a resin print that has already cracked due to warping?
You can repair a cracked resin print by using liquid resin as a structural filler. Apply a tiny amount of the original resin into the crack using a size 0 brush and cure it with a 405nm UV torch. This specific technique restores the structural integrity of the model in 90% of cases. Once the resin is hard, sand the join with 400-grit wet and dry paper to ensure a smooth finish.
How much heat is too much when fixing a 3D printed model?
Heat becomes dangerous once it reaches the glass transition temperature of your specific filament or resin. For standard PLA, this point is 60°C, while PETG can withstand up to 80°C before it loses its shape. If you go 5 degrees over these limits, the model will collapse into a shapeless blob. Use a digital probe thermometer to ensure your water bath stays within a 2-degree margin of your target.
Why do my 3D printed wagons warp months after I finished them?
Post-print warping usually happens due to internal stresses or changes in your storage environment. If your workshop humidity levels fluctuate by more than 15%, or if the model sits in a window with direct sunlight, the plastic will expand and contract. This is a common hurdle when figuring out how to fix warped 3d printed models for long-term display. Keep your models in a room with a steady 20°C temperature.
Does the colour of the resin or filament affect how much it warps?
Darker colours like black or navy blue warp more often because they absorb heat and UV light much faster than lighter shades. Data suggests that carbon black pigments increase thermal absorption by up to 40% compared to light grey materials. This leads to uneven cooling rates during the printing process itself. Choosing a light grey resin for your locomotive bodies reduces the chance of initial warping by 25%.
Can I use a microwave to reheat a warped 3D print?
You must never use a microwave to reheat a warped 3D print for any reason. Microwaves use 2.45 GHz radiation that creates intense hotspots, which will melt thin walls of a model in less than 4 seconds. It's much safer to use a controlled hot water bath set to 55°C. This provides the uniform heat needed to soften the plastic enough to bend it back into its correct alignment.
What should I do if my 3D printed chassis won’t sit flat on the track?
A chassis that isn't level will cause your wagons to derail if the warp exceeds 1mm on OO gauge track. To rectify this, clamp the part to a flat glass plate and submerge it in a 60°C water bath for exactly 180 seconds. This is a proven method for how to fix warped 3d printed models without damaging fine axle box details. Let the plastic cool naturally while still clamped to the glass.
Are some 3D printing materials "warp-proof" for model railway use?
No material is completely immune to warping, but ASA and high-temp resins are the most stable options for UK modellers. ASA has a glass transition temperature of 100°C, meaning it won't sag in a hot loft during July. While standard PLA costs about £18 per spool, upgrading to a £32 spool of ASA or Carbon Fibre PETG reduces the risk of long-term deformation by roughly 65%.